Объекты контроля, его особенности и сложности контроля
Объектом контроля являются опытные образцы, присланные Заказчиком,
а именно: отрезки силовых кабелей Ø 23 - 34 мм с покрытием
из поливинилхлоридных пластикатов и сшитого полиэтилена.
Сложность контроля заключается в многослойности силового кабеля
и материала, который характерен высоким затуханием
ультразвуковых волн.
 Силовой кабель с покрытием из поливинилхлоридных пластикатов и сшитого полиэтилена на срезе
Силовой кабель с покрытием из поливинилхлоридных пластикатов и сшитого полиэтилена на срезе
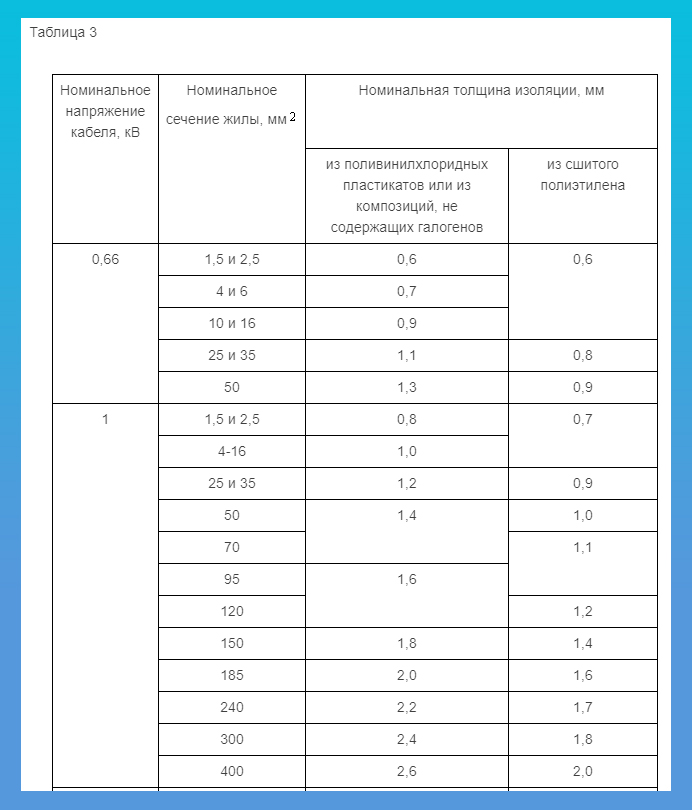 Фрагмент таблицы 3 ГОСТа 31996-2012
Фрагмент таблицы 3 ГОСТа 31996-2012
Какую нормативную документацию используем
- Испытание переменным и постоянным напряжением проводят по ГОСТ 2990;
- Испытание импульсным напряжением проводят по ГОСТ 31565;
- Испытания по изоляции нормируются ГОСТ IEC 60811-1-1-2011 «Общие методы испытаний материалов изоляции и оболочек электрических и оптических кабелей. Измерение толщины
и наружных размеров. Методы определения
механических свойств.»;
- Отбраковка проводится с учетом требований ГОСТ 31996-2012 «КАБЕЛИ СИЛОВЫЕ С ПЛАСТМАССОВОЙ ИЗОЛЯЦИЕЙ НА НОМИНАЛЬНОЕ НАПРЯЖЕНИЕ 0,66; 1 и 3 кВ», в котором описаны требования, предъявляемые к токопроводящим жилам внутри силового кабеля и изоляции.
Требования по толщине изоляции представлены в таблице 3 ГОСТа 31996-2012.
Какие дефекты ищем: Утонение изоляционного покрытия.
Логика выбора метода контроля
В соответствии с нормативной документацией, контроль изоляции силовых кабелей предусматривает применение
электроискрового дефектоскопа. Поскольку Заказчику требуется измерение толщины изоляции и предпочтительно
использование оборудования отечественного производства, был выбран метод ультразвуковой толщинометрии.
Задача клиента состоит в изготовлении кабеля с номинальной толщиной покрытия не менее 1,1 мм.
При этом клиент преследует 2 цели:
- Обязательное достижение толщины не менее 1,1 мм - среднее значение толщины изоляции должно быть не менее номинального значения. Отклонение толщины изоляции в меньшую сторону от номинального значения допускается на величину, не превышающую 0,1 + 0,1dи,
где dи – номинальная толщина изоляции в мм. Погрешность измерения толщиномера должна быть меньше этого значения.
- Максимальное значение толщины изоляции не нормируется. Из-за экономических соображений перерасхода
изоляционного материала вторая цель - предотвратить нанесение избыточного покрытия порядка 4-5 мм и выше.
Подбор оборудования и расходных материалов
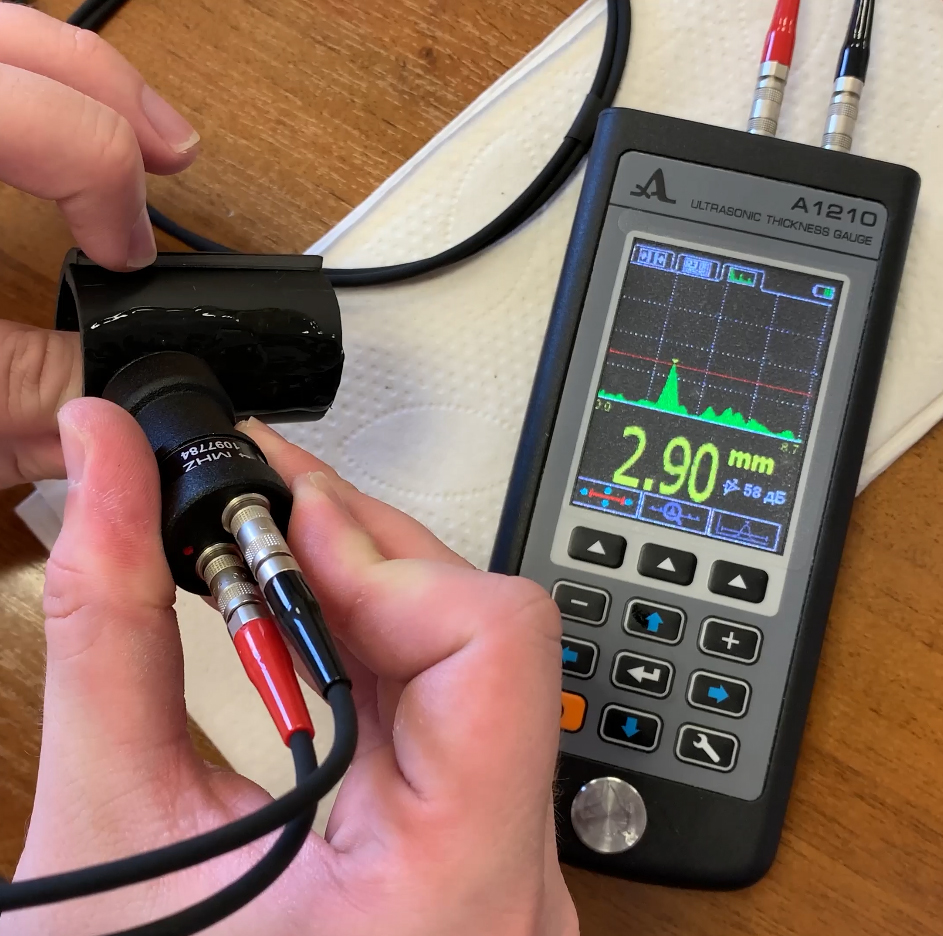
Нами был выбран ультразвуковой толщиномер А1210
с раздельно-совмещенным преобразователем D1771 на 4 МГц, с режимом А-скан, в котором можно задать усиление сигнала вручную для получения стабильного сигнала от границы раздела. Измерения проводились по максимуму в стробе.
Данное оборудование было выбрано по причинам:
- Скорость распространения ультразвуковых волн в материале контроля составляла порядка 2000 м/с и варьируется
от 1900 до 2300 м/с по практическим испытаниям
вследствие плотности материала изоляции,
что предполагает настройку толщиномера
на каждый кабель из номенклатуры
объектов контроля;
- Применение ультразвуковых совмещенных
и раздельно-совмещенных ПЭП с частотами 4 МГц и ниже в классическом режиме с автоматической регулировкой усиления продемонстрировало затухание донного сигнала;
- Использование совмещенного ПЭП с частотой 2,5 МГц приводило к существенному превышению толщины
измеренного слоя изоляции, равного сумме
толщин изоляции и внутреннего слоя.
Ход контроля. Схема, процесс.
Полученные результаты
Были получены удовлетворительные результаты по толщинометрии, а именно: толщина изоляционного покрытия превышала минимальные требования и удовлетворяла требованиям Заказчика по избытку расходных материалов.
Выводы
- Контроль толщины изоляции Заказчика целесообразно проводить с применением ультразвукового толщиномера с функцией А-скан, Т.к. сигнал на границе раздела может быть слабый и его тяжело выделить в автоматическом режиме;
- Следует позиционировать раздельно совмещенный преобразователь на кабеле таким образом, чтобы экран был перпендикулярен оси кабеля;
- Перед проведением контроля необходимо настроить скорость распространения ультразвуковой волны на образце из материала контролируемого объекта с помощью измерения толщины изоляции штангенциркулем. Неправильная настройка скорости ультразвука в материале приведет к отклонению измеренной величины от истинной толщины покрытия, в результате чего будет или пере- или недобраковка.
Где можно применить опыт кейса: Контроль пластмассового покрытия
с толщиной от 0,7 мм на различных основаниях с границей раздела.
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика»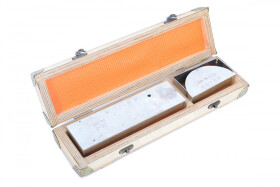 Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение










































































































































































Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий