Битва методов: УЗК ФР против рентгена на аустенитных швах — кто победил?
16 апреля 2026
Аустенитная сталь — один из самых востребованных материалов, но и самых сложный для неразрушающего контроля. Крупное зерно, высокая плотность легирующих элементов, анизотропия свойств — все это осложняет контроль двух самых информативных и наглядных методов.
На производственном объединении возникла задача: повысить достоверность контроля сварных соединений листов из стали 12Х18Н10 толщиной 30 мм.
Какую задачу решаем
Объект контроля: сварные соединения — листы стали 12Х18Н10, толщина 30 мм, Х-образная разделка кромок.
• Толщина 30 мм аустенитной стали — это интересный вызов. Требуется достаточная мощность источника излучения (для радиографии) и правильный выбор комплекта для контроля УЗК.
• Сравнительный анализ двух методов: задача была не просто «проконтролировать», а доказать, что результаты УЗК с ФР коррелируют с радиографическими снимками. Нужно было обеспечить одинаковую чувствительность обоих методов и корректно сопоставить выявленные дефекты.
Выбор метода контроля и оборудования
Испытания проводились по программе, включающей два этапа:
• Радиографический контроль на КЦР «Цифракон 2329» с размером пикселя 75 мкм, портативный рентгеновский аппарат Эра-42 с максимальным напряжением 200 кВ как эталонный метод визуализации внутренних дефектов.
• УЗК с фазированными решетками — «УСД-60ФР» со специально подобранным датчиком (рабочая частота 4мГц, 16 пьезоэлементов), настроечный образец был выбран с зарубкой размером 2х2 мм.
Ход контроля
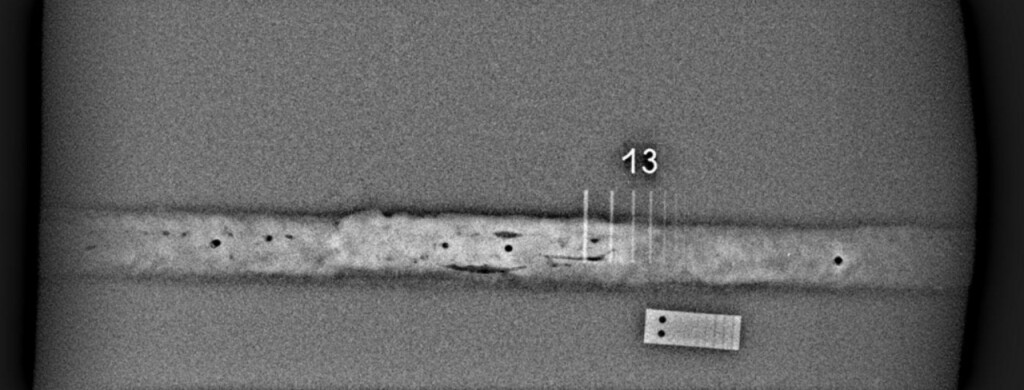
Этап 1. Радиография
Образец — пластина толщиной 30 мм со сварным соединением Х-образной разделки. Просвечивание проводилось аппаратом «Эра-42» при максимальном напряжении 200 кВ. Снимок получен на цифровой детектор «Цифракон 2329». Качество изображения позволило четко идентифицировать все дефекты, включая вольфрамовые включения (характерный дефект для сварки аустенита вольфрамовым электродом).
Этап 2. Подготовка к УЗК
Предварительно выполнено измерение скорости прохождения ультразвуковой волны в материале. Продольная волна - 5720 м/с, поперечная — 3050 м/с. Эти параметры критически важны для точного определения координат несплошностей при работе с ФР.
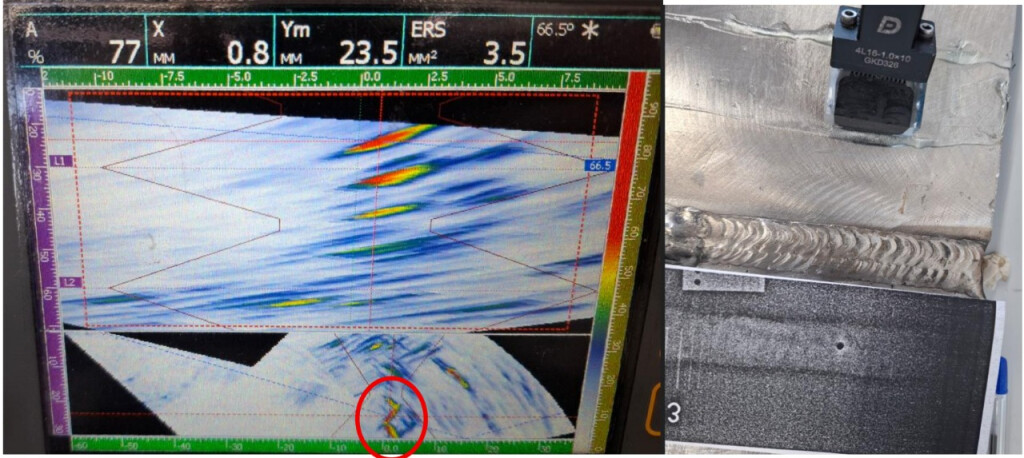
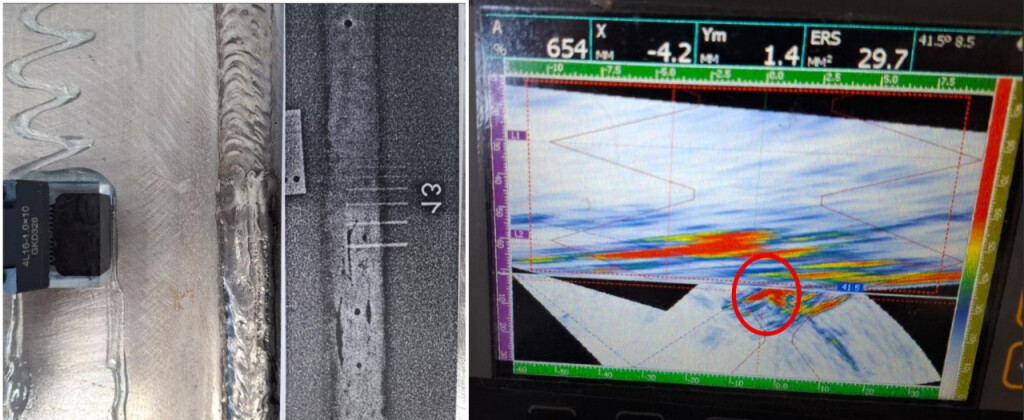
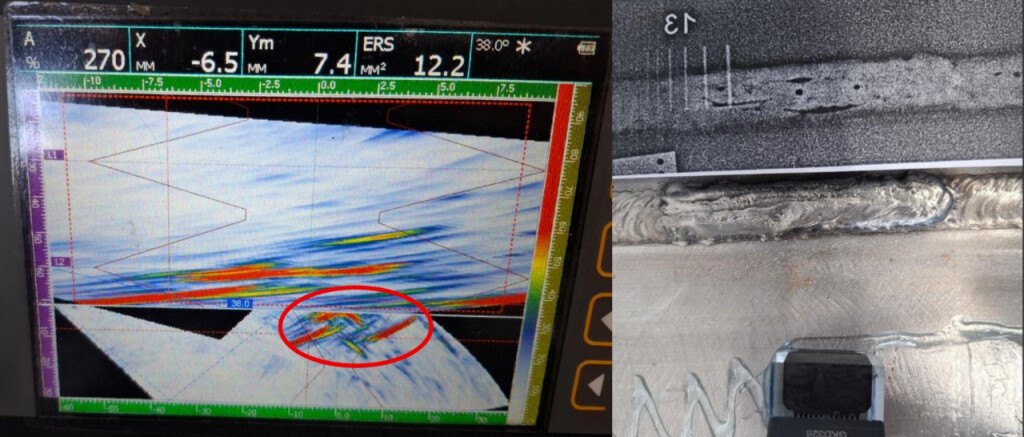
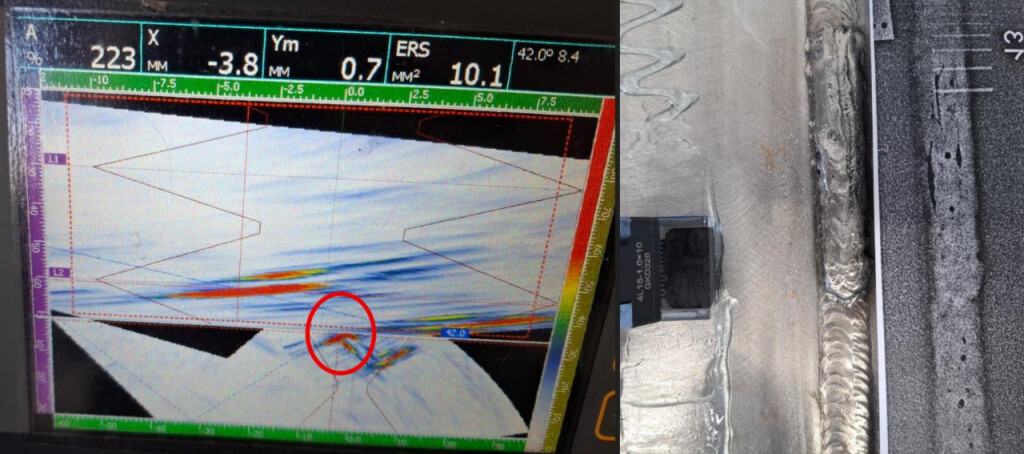
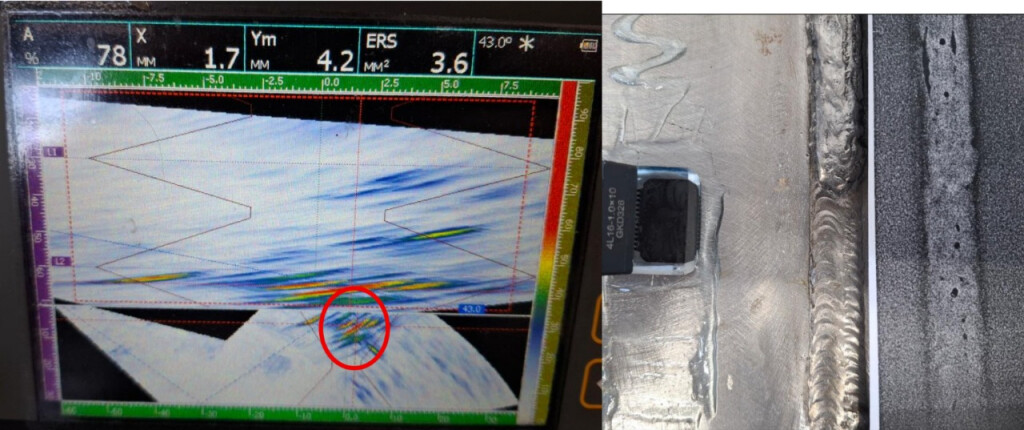
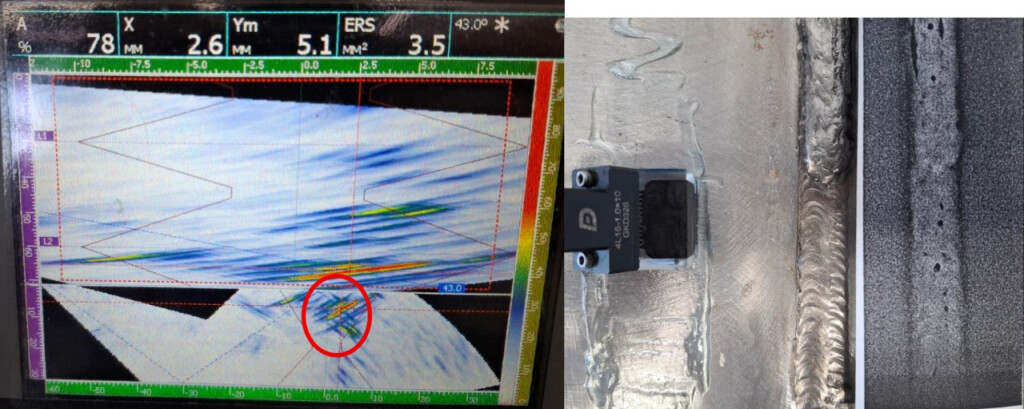
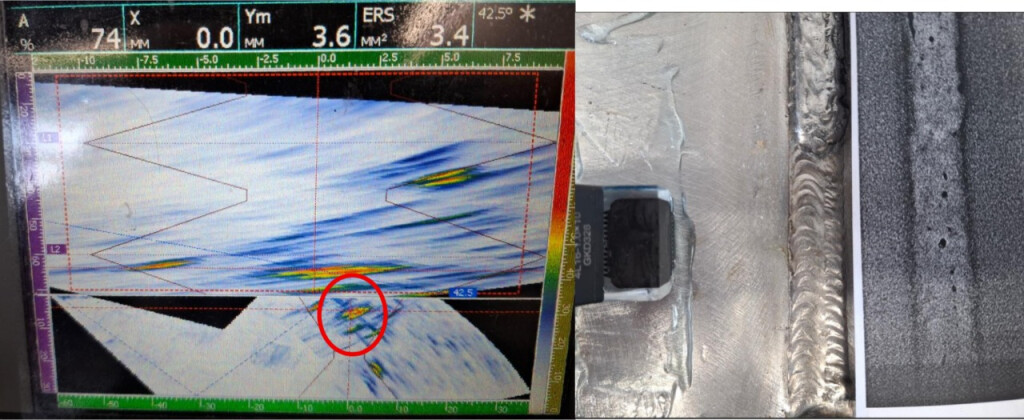
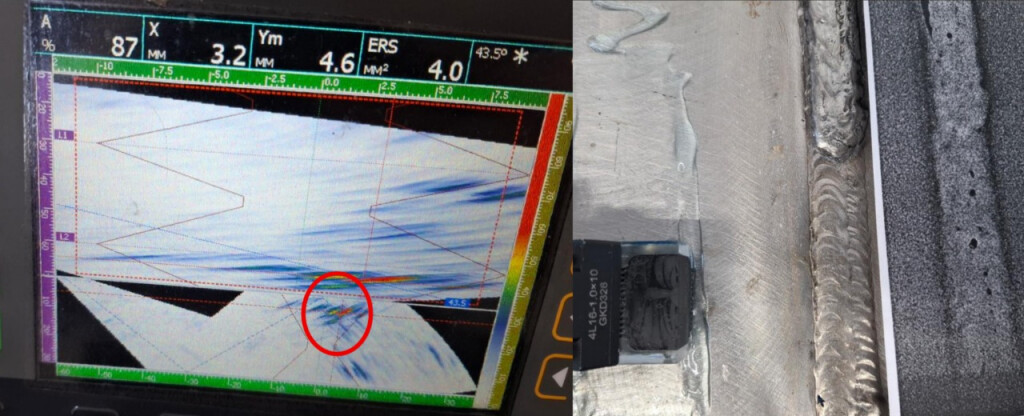
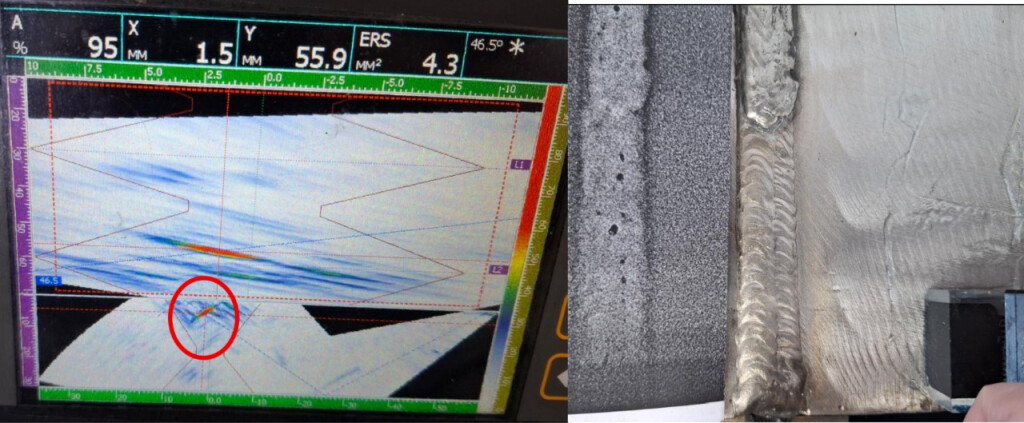
Этап 3. УЗК с фазированными решетками
Контроль проводился «УСД-60ФР» со специально подобранным датчиком. Для наглядной визуализации на В-скан и S-скан была наложена маска сечения сварного соединения. Это позволило оператору в реальном времени видеть, где именно в шве находится отражатель.
1. Подтверждена возможность выявления дефектов методом фазированных решеток, посредством ультразвукового дефектоскопа «УСД-60ФР» на представленных образцах из стали марки 12Х18Н10.
2. Контроль методом полноматричной цифровой фокусировки позволяет визуализировать сигналы в конкретной плоскости сечения сварного соединения, проводя сканирования лишь в продольном направлении, без необходимости трудо- и время затратного продольно-поперечного перемещения при сканировании классическим методом.
3. В целях достоверности результатов, в рамках сравнительного анализа, все образцы были просвечены рентгеновским аппаратом Эра-42 с получением цифровых снимков на КЦР Цифракон 2329. На примере такого дефекта, как вольфрамовое включение, можно смело заявить – УЗК ФР и РК являются двумя взаимодополняющими друг друга методами контроля.
Цифровая радиография помогает быстро увидеть — она наглядно визуализирует поры, трещины и вольфрамовые включения в проекции на плоскость снимка. УЗК с фазированными решетками выявляет плоскостные дефекты, определяет точную глубину залегания дефекта, его координаты и ориентацию в пространстве. Вместе они обеспечивают 100% достоверность контроля толстостенных аустенитных сварных швов.
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика» Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение











































































































































































Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий