1 июля 2023 года вступили в силу новые стандарты организации Газпром:
• 15-1.1-002.2023 Сварка и неразрушающий контроль сварных соединений ТЕХНОЛОГИИ СВАРКИ ПРОМЫСЛОВЫХ И МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ;
• 15-1.2-003-2023 Сварка и неразрушающий контроль сварных соединений ТЕХНОЛОГИИ СВАРКИ ПРИ РЕМОНТЕ ПРОМЫСЛОВЫХ И МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ;
• 15-1.3-004.2023 Сварка и неразрушающий контроль сварных соединений НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПРОМЫСЛОВЫХ И МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ;
• 15-2.3-005-2023 Сварка и неразрушающий контроль сварных соединений УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ;
• 15-1.5-006-2023 Сварка и неразрушающий контроль сварных соединений ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ СВАРОЧНО–МОНТАЖНЫХ РАБОТ, ПРИМЕНЯЕМЫМ ТЕХНОЛОГИЯМ СВАРКИ И НЕРАЗРУШАЮЩЕМУ КОНТРОЛЮ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПРИ СТРОИТЕЛЬСТВЕ, РЕКОНСТРУКЦИИ И КАПИТАЛЬНОМ РЕМОНТЕ ПРОМЫСЛОВЫХ И МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ.
Рассмотрим некоторые организационные моменты из СТО ГАЗПРОМ 15-1.3-004.2023, касающиеся ультразвукового контроля:
Внедрение новых терминов: 3.1.2 автоматизированный ультразвуковой контроль; АУЗК: Вид неразрушающего контроля с автоматизированным перемещением ультразвуковых преобразователей и автоматической записью результатов измерений.3.1.7 дифракционно-амплитудно-временной метод ультразвукового контроля; ДАВ: Способ ультразвукового контроля методом отражений, использующий раздельные излучающий и приемный преобразователи, основанный на приеме и анализе амплитудных и временных характеристик сигналов волн, дифрагированных на несплошности.3.1.23 механизированный ультразвуковой контроль: Способ ультразвукового неразрушающего контроля с ручным перемещением ультразвуковых преобразователей и автоматической записью результатов измерений.
• в п 4.1.3 разъяснения о необходимости прохождения обучения специалистов проводящих МУЗК и АУЗК. Обучение применяемого оборудования должно проводиться либо производителем, либо уполномоченной организацией. Все обучение должно быть задокументировано с персональной выдачей документов (так понимаю в виде персонального удостоверения на каждого специалиста, прошедшего обучение);• в таблице 5.2 требования технологии проведения УЗК к определенным способам сварки.
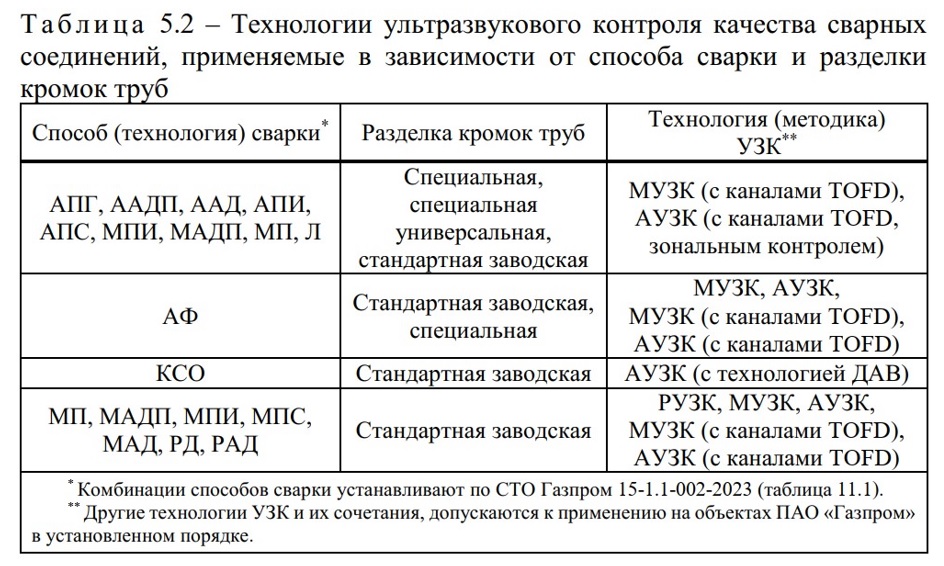
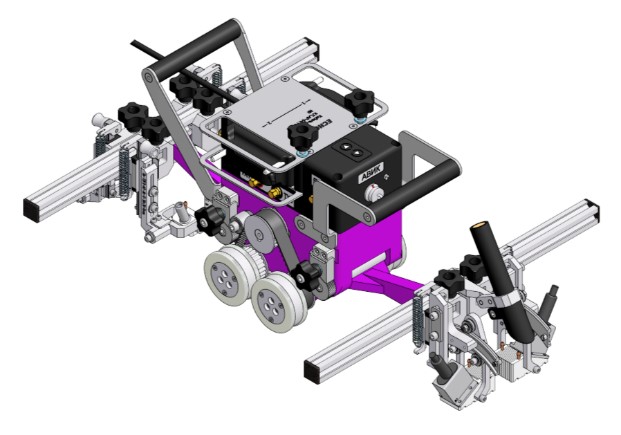
Пример оборудования, соответствующие требованиям таблицы 5.2:
-УСД-60ФР 16/128 с широкой линейкой сканирующих устройств (МУЗК, МУЗК (с каналами TOFD), АУЗК, АУЗК (с каналами TOFD)

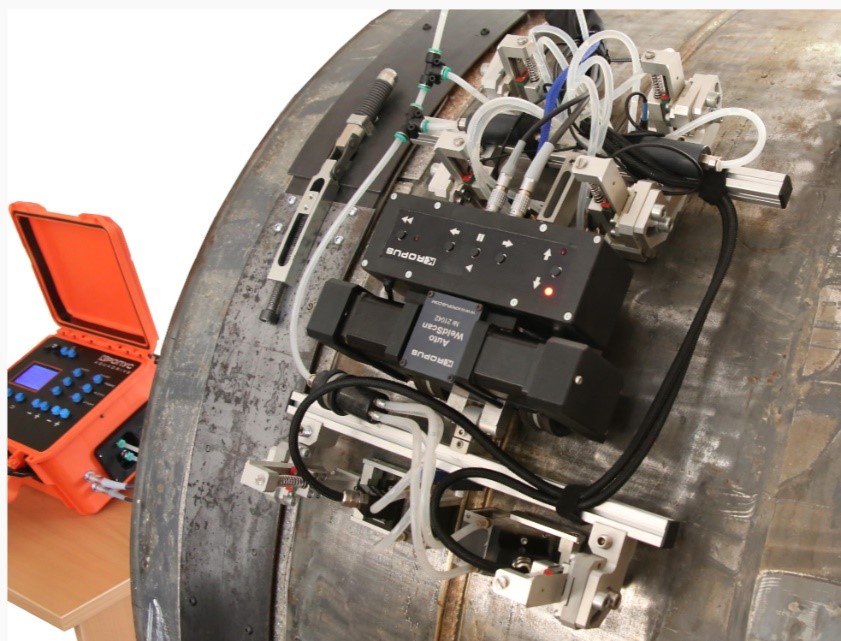
-Авгур-ТФ модульная система автоматизированного ультразвукового контроля с применением фазированных решёток и метода TOFD с широкой линейкой сканирующих устройств (МУЗК, МУЗК (с каналами TOFD), АУЗК, АУЗК (с каналами TOFD)

• Требования к настроечным образцам:
-Для настройки средств МУЗК, АУЗК следует применять НО (калибровочные блоки), предусмотренные методикой проведения и интерпретации результатов контроля. Каждому типу разделки кромок и типоразмеру труб должен соответствовать определенный НО (калибровочный блок).Калибровку МУЗК и АУЗК необходимо проводить на калибровочном блоке, который соответствует не только типоразмеру трубы, но и типу разделки сварного соединения. К тому же имитация дефектов должна быть исполнена в виде плоскодонных отражателей.
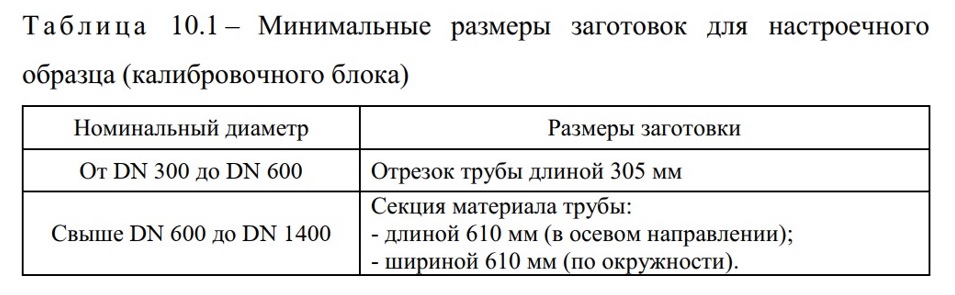
-Минимальные размеры заготовок для настроечногообразца (калибровочного блока) описаны в таблице 10.1
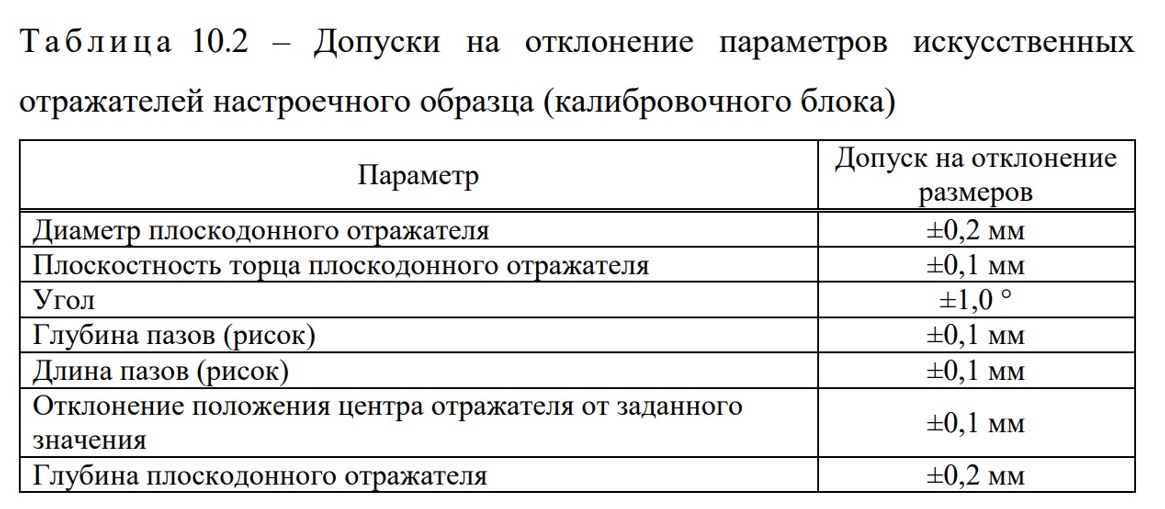
-Допуски на отклонение параметров искусственных отражателей настроечного образца (калибровочного блока) изложены в таблице 10.2
-10.2.5.2 В срок не менее чем за 30 рабочих дней до планируемого начала работ производитель СвМР должен предоставить по требованию исполнителя работ по НК средствами АУЗК, МУЗК отрезок трубы (катушку) для изготовления НО (калибровочного блока) для каждого номинала диаметра трубы, толщины стенки и класса прочности. Предоставляемый материал не должен иметь кольцевых и продольных сварных соединений, внутренних дефектов. Заготовка должна быть очищена от внешнего антикоррозионного покрытия и проконтролирована представителем лаборатории НК на отсутствие недопустимых внутренних и внешних дефектов. Размеры фрагментов трубы для НО (калибровочного блока) должны быть указаны исполнителем работ по НК, минимальные размеры заготовок приведены в таблице 10.1. Шероховатость поверхности НО (калибровочного блока) не должна превышать Rа 6,3 (Rz 40).
• 10.2.3.1 При выборе дефектоскопов для РУЗК следует отдаватьпредпочтение приборам с ФР, обеспечивающими получение большегообъема информации для оценки параметров дефектов. К таким преимуществам относится визуализация дефекта и визуализация его положения относительно сечения сварного соединения по средствам наложения маски сварного соединения на S-скан на экране дефектоскопа.
-Ультразвуковой дефектоскоп на фазированных решетках УСД-60ФР https://ncontrol.ru/catalog/ultrazvukovoy_kontrol/ultrazvukovye_defektoskopy/ultrazvukovoj_defektoskop_na_fazirovannyh_reshetkah_usd_60fr

-Ультразвуковой дефектоскоп УСД-46
https://ncontrol.ru/catalog/ultrazvukovoy_kontrol/ultrazvukovye_defektoskopy/ultrazvukovoj_defektoskop_usd_46
• Настроечные образцы для калибровки перед ручным сканированием теперь должны соответствовать радиусу контролируемого объекта – плоские НО недопустимы для контроля кольцевых сварных соединений на объектах Газпрома.
• Заключение по каждому сварному теперь можно оформлять в бумажном варианте или в электронном виде, либо, и в бумажном, и в электронном.
• Соответственно установлены новые типовые формы технологических карт и заключений.
Вывод:
- Многолетний опыт работы с дефектоскопами на фазированных решетках на объектах нефте- и газодобывающих отраслях показал неоспоримые преимущества перед классическим методом ультразвукового контроля, такие как: скорость проведения сканирования выше, интуитивно понятная визуализация объекта контроля в сечении сварного соединения по средствам S-скана и т.д. Исходя из этих выводов был прописан отдельный пункт о предпочтении применения ФР даже при ручном методе сканирования.
- Для подрядных организации следует за благовременно позаботиться о настроечных образцах и калибровочных блоках. Возможно, с новыми требованиями потребуется обновить от трети до половины всех имеющейся номенклатуры настроечных образцов и обзавестись калибровочными блоками в соответствии с СТО.
- Порядок внедрения новых СТО для подрядных организаций скорее всего будет таким: работы по договорам, заключенные ранее, будут проводиться без изменений, а вновь заключенные, вероятнее всего, будут ориентированы на новые СТО Газпром, с неукоснительным требованием их соблюдения.
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика» Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение








































































































































































Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий