Из алюминия изготавливается множество деталей и конструкций для авиационной промышленности и машиностроения, а также ёмкости, технологические трубопроводы и другие изделия. Типовыми объектами контроля являются металлические плиты, трубы и сварные швы.
Сравним методы его контроля.
Из алюминия изготавливается множество деталей и конструкций для авиационной промышленности и машиностроения, а также ёмкости, технологические трубопроводы и другие изделия. Типовыми объектами контроля являются металлические плиты, трубы и сварные швы.
Сравним методы его контроля.
Качество отливок и сварных соединений на основе алюминия проверяется неразрушающими методами контроля, схожими с контролем ферромагнитных и аустенитных сталей. Однако существует ряд отличий.
У алюминия плохая магнитная проницаемость – примерно в 40 раз меньше, чем требуется, чтобы проводить магнитопорошковый метод контроля. Но, несмотря на то, что алюминий парамагнетик, мы всё ещё можем проконтролировать его с помощью вихретоков.
Остальными методами, применяемыми для контроля стали, можно пользоваться с учётом особенностей алюминия.
Юрий Волков, технический специалист
Свойства алюминия
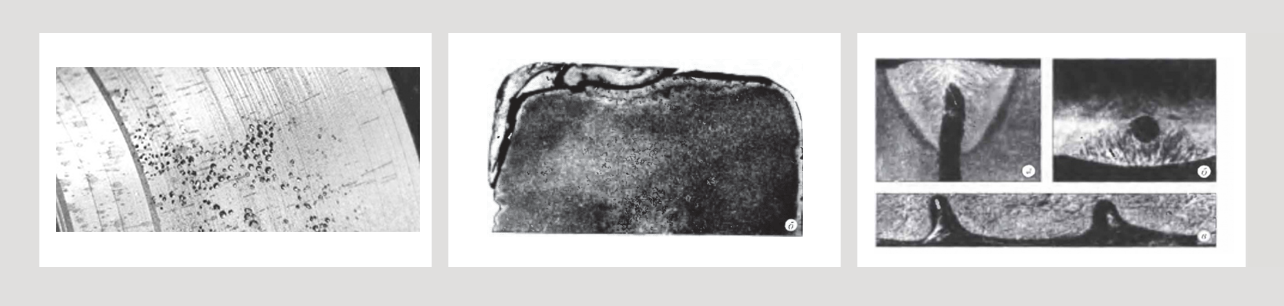
К особенностям алюминия и его сплавов относится его склонность к порообразованию. Сам по себе алюминий, затвердевая, поглощает газы и становится пористым. Кроме больших отливок и чушек, поры могут образовываться и после затвердевания сварочной ванны шва, а между швами, кромками и валиками – несплавления.
Сварочная ванна. Поры и несплавления в шве образуются из-за быстрого застывания сварочной ванны: теплопроводность алюминия в пять раз выше, чем у стали, поэтому тепло от шва быстро отводится к деталям. Образующийся газ не успевает выйти из расплавленного металла и застывает в виде пор.
Также по причине быстрого остывания сам шов может быть недостаточно глубоко проварен, может быть плохое соединение.
При дуговой сварке алюминиевых сплавов распространены следующие дефекты: почти половина - газовая пористость, треть - оксидные плены, остальное приходится на вольфрамовые включения, трещины, несплавления, смещение кромок и другое. При этом, некоторые из них трудно выявить радиографическим или гаммаграфическим методом. В таких случаях применяют ультразвуковую дефектоскопию.
Газовая пористость, оксидные плены и вольфрамовые исключения
Дополнительную сложность для сварщика создаёт тот факт, что при нагреве алюминий не меняет цвет, поэтому велик риск нечаянно прожечь или расплавить деталь.
Методы контроля алюминиевых изделий
Визуально-измерительный контроль — обязательная часть перед проведением любого другого контроля. Выявляет поверхностные дефекты.
Капиллярный контроль — проводится с помощью индикаторных жидкостей яркого цвета или флуоресцирующих в ультрафиолетовом освещении. Выявляет дефекты, выходящие на поверхность, в том числе, сквозные.
Вихретоковый метод контроля — позволяет контролировать объекты на высокой скорости и без контакта с поверхностью. Метод, несмотря на то, что глубина контроля по алюминию даже меньше, чем по стали, широко применяют в автоматизированных линиях.
Радиографический контроль — выявляет поверхностные, подповерхностные, внутренние и сквозные дефекты, в том числе мелкие. По сравнению со сталями, для просветки алюминия требуется меньшее напряжение на трубке.
Ультразвуковой контроль — показывает дефекты, залегающие в толщине металла. На приборе требуется установить соответствующие алюминию скорость распространения волны и угол ввода для наклонных пьезоэлементов. Дополняет радиографический метод контроля. УЗК также применяется для определения газовой пористости всего изделия в целом и измерения толщины.
Визуально-измерительный
Наиболее быстрый и дешевый, но при этом довольно информативный метод. В целом идентичен проведению ВИК для сталей и регламентируется инструкцией по визуально-измерительному контролю РД 03-606-03.
С помощью визуально-измерительного контроля можно увидеть дефекты сварных соединений: деформации, поверхностные трещины, подрезы, прожоги, наплывы, кратеры, свищи, поры, раковины и другие несплошности и дефекты формы швов; проверить геометрические размеры сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы.
Для контроля понадобятся специальные инструменты: шаблоны сварщиков, линейки измерительные лупы, средства освещенности и люксметр, штангенциркули, щупы, угломеры, толщиномеры, калибры и многое другое. Точный список инструментов для каждого случая прописан в руководящем документе предприятия.
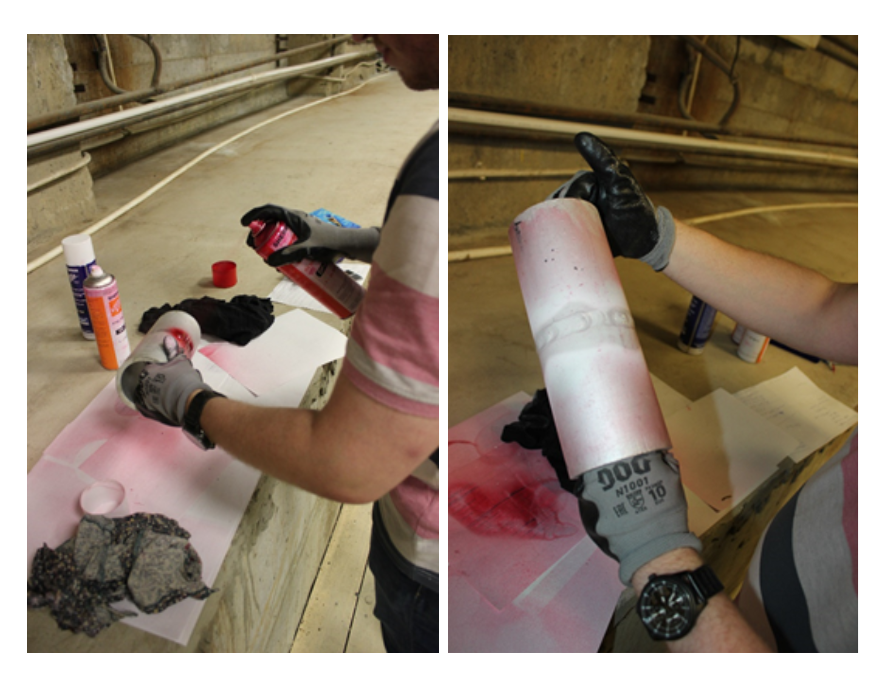
Проведение капиллярного контроля алюминиевой трубки для выявления поверхностных дефектов, не выявляемых визуально-измерительным контролем.
Капиллярный
Производится в соответствии с ГОСТ 18442-80. С помощью капиллярного контроля нельзя измерить точные размеры дефекта, так как пенетрант, выходя на поверхность, растекается по большей площади, чем реальная площадь дефекта. Но по капиллярному рисунку можно оценить протяженность и ориентацию дефекта.
Дефектоскопические материалы - обычно, это индикаторный пенетрант, очиститель, гаситель, проявитель. В зависимости от размера дефекта, который мы хотим увидеть, они могут соответствовать одному из нескольких классов чувствительности. Кроме расходных материалов, ещё понадобятся стандартные образцы, причём, в двух экземплярах и с паспортом.
При больших объемах продукции используют автоматизированные линии капиллярной дефектоскопии. Такие линии просчитываются под конкретные задачи и изготавливаются под заказ.
Полученный капиллярный рисунок фиксируется визуально (99%) или с помощью фото- и видеосъёмки.
Вихретоковый
Основан на регистрации вихревых токов (токов Фуко), возникающих под действием внешнего переменного магнитного поля. Применяется для поиска дефектов в электропроводящих объектах. Вихретоковый метод позволяет выявить трещины, расслоения, закаты, плены, раковины, неметаллические включения и другие дефекты, расположенные у поверхности. Метод и необходимое оборудование описаны в ГОСТ Р ИСО 15549-2009 и РД-13-03-2006.
Контроль осуществляется при помощи вихретоковых дефектоскопов. По исполнению они классифицируются: на портативные и большие автоматизированные стационарные линии; по режиму подвижности: на статические, динамические и универсальные.
К дефектоскопам подключаются проходные, накладные и комбинированные преобразователи. Датчики могут иметь одну или несколько обмоток, одна из которых генерирует переменное магнитное поле над участком контроля. Если обмоток две и более, значит генерирующий и приёмный контуры разделены. В преобразователях с одной обмоткой, она же используется и для регистрации электродвижущей силы, наводимой токами Фуко.
Для измерения толщины покрытия алюминиевой пластины используются специальные датчики, а для поиска поверхностных и подповерхностных дефектов можно применять любой вихретоковый дефектоскоп. В любом случае, необходимо выбирать оборудование под конкретную задачу.
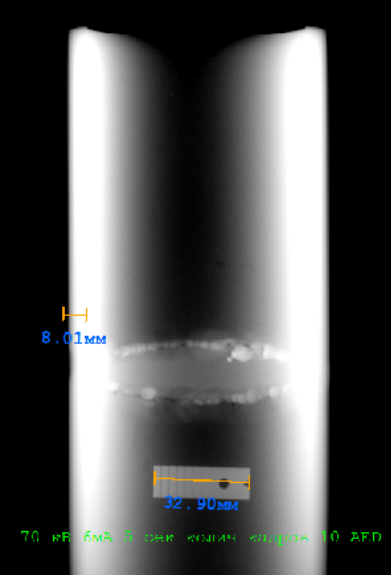
Радиографический
Проведение радиографического контроля с применением пленки и комплекса цифровой радиографии
Проводится теми же рентгеновскими аппаратами, что и при контроле сталей: отечественными «Арина», «Памир», «РПД», аппаратами зарубежных фирм, например, «Eresco» фирмы «GE», «Site-x» бельгийской фирмы «Teledyne ICM» и других.
У алюминия плотность гораздо меньше, чем у железа (2,7 и 7,8 г/см3 соответственно), поэтому напряжение на аноде рентгеновской трубки для просвечивания нужно значительно меньше относительно стальных изделий.
Проиллюстрируем данные на примере номограмм пленки Agfa D7 (свинцовые экраны, D=2, расстояние до плёнки 1 м, автоматическая проявка: цикл 8 мин, проявитель G135, 28 °C).
Объект: изделие из стали, Fe.
Объект: изделие из алюминия, Al.
На номограммах видно, что при равном соотношении произведения тока и времени экспозиции, требуемое напряжение рентгеновской трубки, при контроле алюминиевых изделий, в среднем в 2 раза меньше по сравнению с контролем изделий из стали.
Обнаруживает сложные и тонкие дефекты типа расслоения или утяжины, которые не видны на рентгеновском изображении. Но не всегда обнаруживает поры, поскольку волны могут их огибать.
С помощью ультразвукового метода можно оценить общую «загазованность» объекта контроля - газовую пористость. В зависимости от коэффициента затухания звуковой волны, алюминиевому сплаву присваивается балл согласно ГОСТ Р 54487-2011.
Контроль ультразвуком производится специальным оборудованием — «УСД» фирмы «Кропус», «А1212 Master» фирмы «Акустические Контрольные Системы», «HARFANG VEO» фирмы «Sonatest» и другими.
Шпаргалка
Визуально-измерительный и капиллярный контроль алюминиевых и стальных изделий не имеют существенных отличий.
Магнитопорошковый контроль алюминиевых изделий не проводится.
Требуемое напряжение для просвечивания алюминия с помощью рентгеновской трубки примерно в 2 раза меньше по сравнению с изделиями из стали.
Склонность алюминия к наличию несплавлений при сварке деталей подразумевает применение в особо ответственных случаях ультразвуковой контроль совместно с радиографическим.
Нашли ошибку в тексте? Выделите её и нажмите Ctrl + Enter, чтобы помочь нам её исправить.
Просмотров: 17608
Юрий ВолковАвтор материала10.06.2020, 16:00
Как выбрать метод контроля алюминиевых изделий
2
Редакция08.12.2021, 07:16
Игорь, добрый день. Да, контроль возможен, все будет зависеть от степени зачистки поверхности и требований к чувствительности контроля.
0
Игорь моргунов08.12.2021, 03:54
Добрый день. Подскажите пожалуйста, возможен контроль силумина капиллярным
0
Отправить ТЗ
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Сделать заказ
Сделайте заказ и наши менеджеры обязательно с Вами свяжутся
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Отправить заявку
Заполните поля для обратной связи
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Отправить заявку
Заполните поля для обратной связи
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Сообщить об ошибке на сайте
Заполните пояснение к ошибке
Спасибо!
Мы получили ваше сообщение об ошибке, скоро мы его рассмотрим и внесём исправления на сайте.
Обратиться в компанию
Задайте вопрос и наши менеджеры обязательно с Вами свяжутся
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Заказать звонок
Оставьте свой номер телефона и мы вам перезвоним
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Отклик на вакансию
Оставьте своё резюме и контактные данные и мы свяжемся с вами
Отправить заявку
Заполните поля для обратной связи
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
Получить билет
Оставьте заявку и мы отправим Вам на почту промокод для бесплатного посещения
Спасибо!
Заявка отправлена в работу. Скоро с вами свяжется менеджер. Он согласует комплектацию, условия оплаты
и сроки доставки.
Скоротать время до звонка можно у нас в блоге. Мы пишем о кейсах, лайфаках
«пиловцев» и скидках.
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты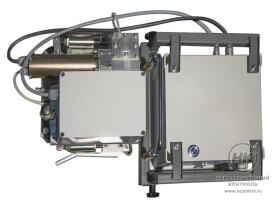 Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика»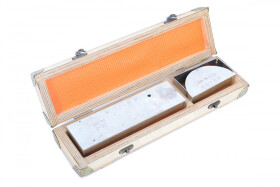 Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение