Контроль толщины каменного литья с использованием ультразвукового метода неразрушающего контроля
28 июля 2021
При эксплуатации футерованных каменным литьем трубопроводов отсутствует возможность прямого измерения толщины, поэтому требуется ультразвуковой метод неразрушающего контроля.
Объект контроля, его особенности и сложности контроля
В камнелитейной промышленности, путем переплавки горных пород и заливки их в формы производят износостойкое или термостойкое каменное литье. Отличительной особенностью каменного литья является большой срок службы (от 10 до 20 лет), высокая твердость и стойкость к агрессивным средам и способность сохранять свойства с течением времени.
Области, в которых возможно применить каменное литье
Горная промышленность;
Металлургическая промышленность;
Угольная промышленность;
Предприятия стройиндустрии;
Коксохимическая промышленность
Процесс литья на производстве
При производстве трубопроводов, деталей трубопроводов каменное литье используется в качестве облицовочного материала – такой процесс называется футеровкой. Футеровка каменным литьем трубопроводов применяется при транспортировке абразивных и химически активных веществ.
Детали трубопроводов с футеровкой
Работая в жестких условиях, такая облицовка уменьшается в толщине, поэтому необходимо контролировать толщину каменного литья на износ.
Сложность контроля заключается в одностороннем доступе и характерном для пористых материалов затухании ультразвуковой волны.
Логика выбора метода контроля, нормативная документация
При эксплуатации футерованных каменным литьем трубопроводов отсутствует возможность прямого измерения толщины, поэтому требуется ультразвуковой метод неразрушающего контроля.
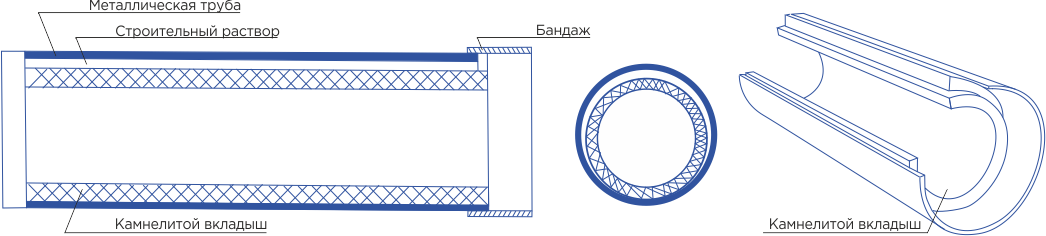
Устройство металлической трубы с камнелитым вкладышем
Подбор оборудования и расходных материалов
Толщиномеры, имеющие только численное отображение при измерениях могут давать ложные срабатывания и пользователь будет получать неправильные показания, ввиду особенностей материала и алгоритмов обработки сигналов. Поэтому необходима аппаратура, в которой реализовано графическое отображение сигнала в виде А-скана. Использование А-скана по максимуму в стробе позволит убрать неточности при проведении измерений, связанных с пористой структурой каменного литья.
Использование ультразвуковых дефектоскопов для поиска дефектов и контроля изделий , толщиной более 300 мм (бо́льшая развертка).
Применение преобразователя типа П111 с частотой не более 2,5 МГц, например, для контроля образца толщиной 26,5 мм или меньшей частоты при увеличении толщины материала.
Обязательно использование ультразвукового геля.
Для проведения толщинометрии необходимо иметь настроечные образцы (НО), изготовленные из того же материала, аналогичного материалу объекта контроля (в нашем случае, НО из каменного литья).
Образец №1
Образец №2
Образец №3
Чтобы определить и настроиться на скорость ультразвука распространяющегося в каменном литье, необходимо на приборе установить известную толщину настроечного образца и определить скорость распространения ультразвука.
Ход контроля
Полученные результаты
С использованием аппаратуры, имеющей А-скан возможно провести толщинометрию каменного литья на износ и получить информативные данные по контролю.
Выводы
Контроль толщины каменного литья на износ возможно проводить с использованием ультразвуковых толщиномеров с А-сканом или дефектоскопов;
Для проведения толщинометрии обязательно необходимо иметь в наличии настроечные образцы, чтобы точно определить скорость распространения ультразвуковой волны.
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика»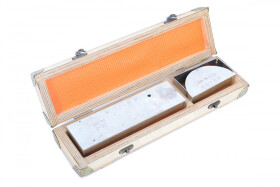 Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки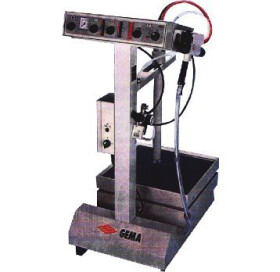 Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение


































































































































































.jpg)
.jpg)
.jpg)









Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий