СКАВИС — портативный вихретоковый дефектоскоп для сплошного неразрушающего контроля металлов и сплавов. Предназначен для контроля трубопроводов, трубчатых поверхностей нагрева котлов, змеевиков, бурильных труб, технологических печей.
Дефектоскоп СКАВИС применяется в нефтеперерабатывающей, нефтегазовой и нефтедобывающей промышленности, энергетике для контроля и диагностики ферромагнитных и неферромагнитных труб, технологического оборудования, обследования сварных соединений и околошовных зон. Подходит для контроля изделий из углеродистой стали и для анализа количества магнетита в трубах из нержавейки.
Вихретоковые дефектоскопы регистрируют информацию о структурной целостности электропроводных материалов с помощью электромагнитной индукции.
Сначала в индуктивную катушку преобразователя дефектоскопа подается переменный ток. При контакте с поверхностью объекта контроля он индуцирует в материале вихревые токи.
Принцип действия вихретокового преобразователя
Фазу и амплитуду вихревых токов считывает измерительная катушка преобразователя и передает в электронный блок дефектоскопа. Там данные обрабатываются и отправляются в ПК, где визуализируются с помощью специализированного ПО.
СКАВИС - портативный вихретоковый дефектоскоп с расширенными возможностями контроля. Для создания и регистрации вихревых токов в объекте контроля используется сменный вихретоковый преобразователь либо LFET-сканер, содержащий преобразователь. Метод LFET (Low Frequency Electromagnetic Technique) основан на использовании низкочастотного поля вихревых токов. На основе графиков изменения амплитуды и фазы вихревых токов оператор рассчитывает положение и характер дефектов.
Метод LFET
LFET, или метод низкочастотного электромагнита, заключается в добавлении в сканер подковообразного электромагнита для решения специфических задач контроля.
Подходит для контроля конструкций из углеродистой стали. Их внутренняя поверхность часто покрывается футеровкой - облицовкой теплоизоляционными и другими стойкими материалами. Высокая относительная проницаемость футеровки не позволяет вихревым токам возникнуть равномерно по всему изделию, делая вихретоковый контроль невозможным. Электромагнит внутри сканера снизит относительную магнитную проницаемость трубы и позволит провести вихретоковый контроль.
Внутри трубы из нержавеющей стали при нагреве до 540 С образуется накипь из магнетита, которая при отключении нагрева отслаивается и копится в нижних изгибах трубы, угрожая разрывом. Использование сканера LFET позволяет определить степень засорения магнетитом.
Обнаружение дефекта сканером
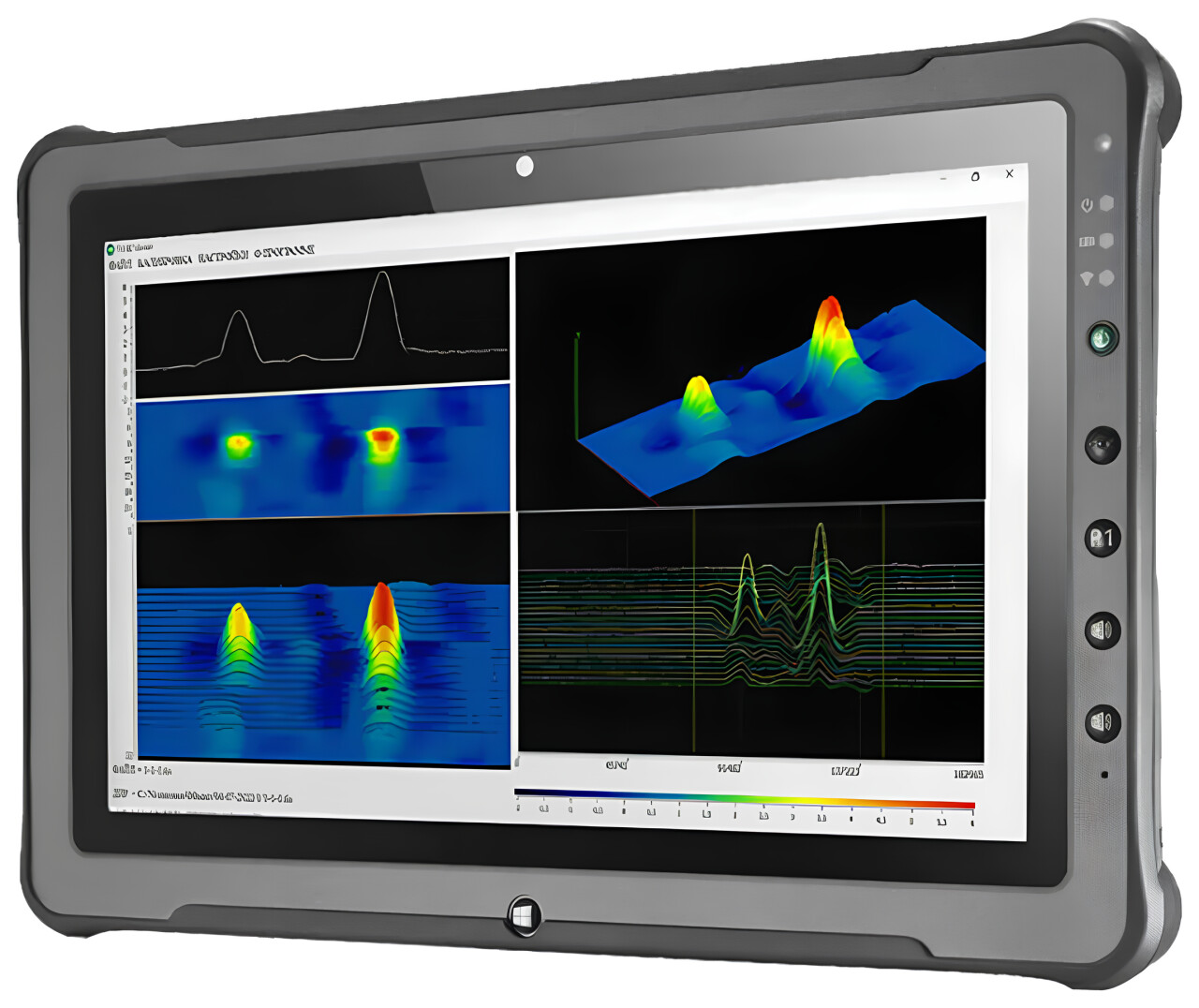
Программное обеспечение
Для обработки информации разработано два ПО, обеспечивающих мониторинг сигналов в момент сканирования и обработку информацию после сохранения записи сканирования.
Основные функции ПО
отображение результатов контроля в режиме реального времени;
запись сигналов в файл для создания БД и дальнейшего анализа;
2D и 3D визуализация амплитуды сигнала и фазы;
вывод на один экран данных по амплитуде и фазе сигнала для одновременного анализа;
регулировка размера области сигнала;
построение калибровочных зависимостей для определения глубины и типа дефекта.
Порядок проведения контроля
Перед началом работы прибор настраивают по образцу, имеющему те же свойства, что объект контроля, либо непосредственно на объекте контроля.
После настройки сканер устанавливается с минимально возможным зазором с поверхностью объекта и запускается сканирование. За один проход сканера по трубе контролируется поверхность шириной около 80 мм.
В режиме реального времени на экране ПК визуализируются несколько графиков, описывающих состояние объекта контроля:
Регистрация общего состояния поверхности выводится на экран в цветной кодировке, где в синем цвете отображается поверхность без дефектов.
Графики отклонения фазы и амплитуды сигнала с каждой из катушек сканера. За нулевой уровень графика принимается поверхность без дефектов, оператор, увидев отклонения на графике, определяет локацию и характер каждого дефекта.
Оценка процента утонения стенки по фазе сигнала после предварительной калибровки.
Сканеры определяют область локализации дефекта с точностью 3-4 см в диаметре. Уточнить глубину дефекта будет удобно посредством УЗК.
Особенности
Решение специфических задач вихретокового контроля.Анализ количества магнетита в трубах из нержавейки, контроль труб из углеродистой стали.
Скорость.За один проход исследуются одновременно внешняя и внутренняя стороны, максимальная скорость проведения контроля 0,3 м/с.
Сухой метод.Не требуется контактная жидкость и дорогостоящие расходные материалы.
Минимальная подготовка поверхности.Сканер легкий, не оставляет намагниченности, не собирает частицы магнитного мусора.
Контроль труднодоступных объектов.Через покрытие или зазор толщиной до 6 мм. Равномерная ржавчина, окалина или грязь не оказывают влияния на сигнал.
Современное ПО.Автоматическое определение типа и глубины дефекта. Определение локализации дефекта с точностью до области 3-4 см в диаметре.
Широкий диапазон контроля. Температуры окружающей среды от - 20 до + 65 °C, максимальная температура объекта контроля при использовании соответствующего сканера 200 °C.
Типоразмеры сканеров
Сканеры для контроля труб с заданным внешним диаметром: 57-60 мм, 73-89 мм, 108-114 мм, 159-168 мм, 219 мм, 273 мм, 325 мм, 377 мм, 406-426 мм, 530 мм, 630 мм Сканер плоский для контроля труб с внешним диаметром от 700 мм, а также стенок сосудов (ширина сканирующей поверхности 125 мм)
Комплектация
Электронный блок
Промышленный мини компьютер
Аккумуляторная батарея
Зарядное устройство для батареи
Требуемые для работы кабели
Сканеры под задачи заказчика
Программное обеспечение для сбора и анализа данных, сохранения файлов с данными контроля, файлов настроек
Пояс для переноски
Ударопрочный защищенный кейс для транспортировки промышленного оборудования
Эксплуатационная документация
Комплект документации: руководство по эксплуатации, копия свидетельства о внесении в Государственный реестр средств измерений РФ, копия методики поверки, свидетельство о поверке, методические рекомендации по применению дефектоскопа.
Технические характеристики
Частотный диапазон электронного блока
3 Гц – 50 000 Гц
Степень защиты дефектоскопа от влияния внешней среды
не менее IP65
Питание
аккумуляторная батарея
Предел допускаемой основной приведенной погрешности измерения потерянной толщины стенки
не более ±10%
Разрешающая способность (расстояние между дефектами) по уровню 0,5 высоты сигнала
не более 10 мм
Область локализации дефекта (точность определения положения дефекта под сканером)
область диаметром не более 30-40 мм
Температура работы дефектоскопа
Электронный блок
от -40º С до + 50º С
Соединительные кабели
от -40º С до + 50º С
Промышленный планшет
от -29º С до + 63º С
Температура объекта контроля
от -40º С до +100º С
Толщина контролируемой стенки труб
до 20 мм
Возможность контроля через немагнитное покрытие толщиной
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты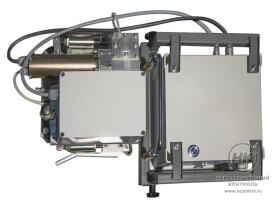 Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика» Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение
































































































































































![Портативный вихретоковый дефектоскоп СКАВИС [фото №1]](http://18.cdn.ncontrol.ru//upload/files/7084/conversions/4db9da473a56c45d55cedf176c258167-medium.jpg)
![Портативный вихретоковый дефектоскоп СКАВИС [фото №1]](http://18.cdn.ncontrol.ru//upload/files/7084/conversions/4db9da473a56c45d55cedf176c258167-big_watermark.jpg)







Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий