RSWA F-2– единственный в мире прибор, использующий уникальный 52-элементный или 120 элементный ультразвуковой матричный преобразователь, позволяющий получать информацию о размере, внутренней структуре и о поверхности исследуемого литого ядра точечной сварки. Внесен в государственный реестр СИ.
Используется для проверки качества точечных сварных соединений (RSWA), проверки качества клеевых соединений и герметиков (ABIS). К материалам контроля относятся углеродистые стали, высокопрочные стали, двухфазные ферритно-мартенситные стали, коррозионностойкие стали, алюминий и его сплавы.
Принцип действия дефектоскопов основан на реверберационном методе ультразвукового неразрушающего контроля. Ультразвуковая волна, генерируемая преобразователем дефектоскопа, проникает в объект контроля, распространяется в нем, отражается от неоднородностей в объекте или от его донной поверхности, принимается преобразователем дефектоскопа и преобразовывается в электрический сигнал.
Область применения
Ультразвуковая диагностическая платформа сыскала широкое применение в области авиастроения и автомобилестроения.
Объекты контроля:
Точечные сварные соединения из 2-х или 3-х деталей (RSWA-режим)
Металлические пластины: двух и трехслойные, толщиной от 0,6 мм до 2,4 мм
Покрытия: без покрытия, цинковое покрытие, окрашенная сталь. С любыми гальваническими покрытиями.
Любые клеевые соединения (ABIS-режим)
Ультразвуковые датчики
Особенности
Внесен в государственный реестр средств измерений РФ (№90257-23);
Ультразвуковой метод контроля позволяет исключить разрушающий метод отрыва для диагностирования качества сварного соединения;
52х -канальный ультразвуковой матричный преобразователь, не имеющий аналогов в мире;
Малый размер преобразователя, обуславливает удобство работы и легкий доступ к объекту контроля;
Автоматическая калибровка элементов датчика и установка параметров алгоритма обработки при смене толщины металла по нажатию одной кнопки;
Покадровый и непрерывный режим (обновление изображения в режиме реального времени);
Автоматическое и ручное определение размера ядра сварки;
Автоматическое определение величины продавливания поверхности (отпечаток электрода) и толщины сваренного соединения;
Русскоязычное меню;
Система построения отчетов;
Наличие системы протоколирования результатов контроля, включая загрузку базы параметров сварок контролируемых деталей, запоминание «сырых» ультразвуковых сигналов и результатов обработки, запоминание решений оператора, экспорт данных для внешней статистической обработки;
Наличие беспроводного интерфейса управления процессом контроля;
Наличие пластиковой сменяемой линии задержки;
Высокая пыле-влагозащищенность;
Аккумуляторное питание (не менее 8 часов автономной работы).
Программное обеспечение ABIS
ABIS – пакет программного обеспечения, позволяющий использовать приборы ≪Тессоникс≫ для контроля наличия клеевого соединения между пластинами металла или алюминия. Не требуется никаких дополнительных датчиков или модификации оборудования. Пакет работает с тем же оборудованием, что и RSWA.
Односторонний доступ
Двухмерное акустическое изображение клеевого соединения 10 × 10 мм
Автоматическое определение ширины клеевого соединения
Отображение А-скана и С-скана в реальном времени
Разрешение – 1 мм
Материалы
Cталь или алюминий
Толщина деталей
0,7 – 2,0 мм
Покрытия
C покрытием, окрашенный или голый метал
Толщина адгезива
0,1 – 3 мм
Адгезив
Клей или герметик, до или после термообработки
Комплектация
Дефектоскоп ультразвуковой контроля качества точечной сварки: - электронный блок; - ультразвуковой матричный преобразователь
Сетевое зарядное устройство
Сменный аккумулятор
Ремень для переноски прибора через плечо
Пульт дистанционного управления
Гель для ультразвукового контроля
Линии задержки
Калибровочный образец
Ударопрочный кейс
Свидетельство о калибровке
Паспорт
Руководство по эксплуатации
Технические характеристики
Диапазон измерений толщины (по стали), мм
от 0,8 до 6,0
Пределы допускаемой абсолютной погрешности измерений толщины, мм
± (0,10 + 0,02∙H*) *H – измеренное значение толщины, мм.
Диапазон показаний глубины продавливания сварного соединения, мм
от 0,6 до 6,0
Максимальный размер ширины области показаний (с преобразователем), мм
8
Пределы допускаемого абсолютного отклонения ширины области показаний (с преобразователем), мм
±0,6
Параметры электрического питания от сети переменного тока:– напряжение, – частота, Гц от элементов питания: – напряжение, В
от 100 до 240 от 50 до 60от 13 до 20
Габаритные размеры (Д´Ш´В), мм, не более
250´290´80
Масса электронного блока, кг, не более
5
Условия эксплуатации: – температура окружающей среды, °С – относительная влажность воздуха без конденсации влаги при 25°С, %, не более
 Рентгеновский контроль
Рентгеновский контроль
 Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА»
Рентгенотелевизионные установки и рентгеновские аппараты «ЭТНА» Комплекс цифровой радиографии «ЦИФРАКОН»
Комплекс цифровой радиографии «ЦИФРАКОН» Рентгеновские аппараты
Рентгеновские аппараты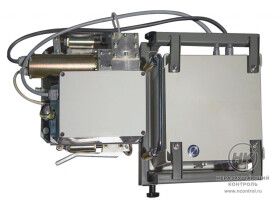 Переносной комплекс цифровой радиографии «ТРАНСКАН»
Переносной комплекс цифровой радиографии «ТРАНСКАН» Плоскопанельные детекторы
Плоскопанельные детекторы Рентгеновские кроулеры
Рентгеновские кроулеры Адаптивный комплекс цифровой радиографии «Цифракон 1025 А»
Адаптивный комплекс цифровой радиографии «Цифракон 1025 А» Рентгеновская плёнка
Рентгеновская плёнка Реактивы для обработки рентгенплёнки
Реактивы для обработки рентгенплёнки Проявочная техника и аксессуары
Проявочная техника и аксессуары Системы компьютерной радиографии с фосфорными пластинами
Системы компьютерной радиографии с фосфорными пластинами Системы оцифровки и архивирования рентгеновских снимков
Системы оцифровки и архивирования рентгеновских снимков Усиливающие экраны
Усиливающие экраны Программное обеспечение для компьютерной и цифровой радиографии
Программное обеспечение для компьютерной и цифровой радиографии Рентгенотелевизионные установки
Рентгенотелевизионные установки Поверочные установки гамма- и нейтронного излучения
Поверочные установки гамма- и нейтронного излучения Негатоскопы
Негатоскопы Свинцовые рентгеновские камеры
Свинцовые рентгеновские камеры Рентгеновские трубки
Рентгеновские трубки Дозиметры
Дозиметры Физико-механические испытания
Физико-механические испытания
 Новая линейка испытательного оборудования ЭВОТЕХ
Новая линейка испытательного оборудования ЭВОТЕХ Статические испытательные машины
Статические испытательные машины Маятниковые копры
Маятниковые копры Испытательные прессы
Испытательные прессы Вырубные машины
Вырубные машины Климатические камеры
Климатические камеры Системы температурных испытаний
Системы температурных испытаний Портативные твердомеры металлов
Портативные твердомеры металлов Стационарные твердомеры металлов
Стационарные твердомеры металлов Твердомеры покрытий
Твердомеры покрытий Программное обеспечение
Программное обеспечение Принадлежности для испытаний
Принадлежности для испытаний Измерительные микроскопы
Измерительные микроскопы Ультразвуковой контроль
Ультразвуковой контроль
 Сканеры-дефектоскопы
Сканеры-дефектоскопы Ультразвуковые толщиномеры
Ультразвуковые толщиномеры Ультразвуковые дефектоскопы
Ультразвуковые дефектоскопы Автоматизированные линии
Автоматизированные линии Ультразвуковые преобразователи фирмы «Амати-Акустика»
Ультразвуковые преобразователи фирмы «Амати-Акустика» Стандартные образцы по ГОСТ (СО, КОУ-2)
Стандартные образцы по ГОСТ (СО, КОУ-2) Роликовые датчики на фазированных решётках ФАР
Роликовые датчики на фазированных решётках ФАР Ультразвуковые преобразователи Sonatest
Ультразвуковые преобразователи Sonatest Ультразвуковые преобразователи фирмы «Физприбор»
Ультразвуковые преобразователи фирмы «Физприбор» Ультразвуковые преобразователи Olympus
Ультразвуковые преобразователи Olympus Ультразвуковые преобразователи фирмы «АКС»
Ультразвуковые преобразователи фирмы «АКС» Ультразвуковые преобразователи Krautkramer
Ультразвуковые преобразователи Krautkramer Ультразвуковые преобразователи фирмы «Алтес»
Ультразвуковые преобразователи фирмы «Алтес» Ультразвуковые преобразователи серии SENDAST
Ультразвуковые преобразователи серии SENDAST Ультразвуковые преобразователи фирмы «Луч»
Ультразвуковые преобразователи фирмы «Луч» Ультразвуковые преобразователи фирмы «Алтек»
Ультразвуковые преобразователи фирмы «Алтек» Стандартные образцы предприятия (СОП)
Стандартные образцы предприятия (СОП) Ультразвуковые преобразователи фирмы «Константа УЗК»
Ультразвуковые преобразователи фирмы «Константа УЗК» Кабели для ПЭП
Кабели для ПЭП Вспомогательные приборы и принадлежности
Вспомогательные приборы и принадлежности Анализ химического состава материалов
Анализ химического состава материалов
 Магнитопорошковый контроль
Магнитопорошковый контроль
 Магнитные суспензии
Магнитные суспензии Белые контрастные краски (лаки)
Белые контрастные краски (лаки) Электромагниты
Электромагниты Магнитные порошки и концентраты
Магнитные порошки и концентраты Постоянные магниты
Постоянные магниты Очистители
Очистители Контрольные образцы для МПД
Контрольные образцы для МПД Магнитопорошковые дефектоскопы
Магнитопорошковые дефектоскопы Размагничивающие устройства и установки
Размагничивающие устройства и установки Распылители и системы распыления
Распылители и системы распыления Миксеры для магнитопорошковой суспензии
Миксеры для магнитопорошковой суспензии Автоматические линии и стенды магнитопорошкового контроля
Автоматические линии и стенды магнитопорошкового контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Аксессуары
Аксессуары Капиллярный контроль
Капиллярный контроль
 Материалы КЛЕВЕР
Материалы КЛЕВЕР Материалы ИНВОТЕКС
Материалы ИНВОТЕКС Материалы ЭЛИТЕСТ
Материалы ЭЛИТЕСТ Материалы SHERWIN
Материалы SHERWIN Материалы MAGNAFLUX
Материалы MAGNAFLUX Материалы HELLING
Материалы HELLING Материалы Checkmor
Материалы Checkmor Материалы Ardrox
Материалы Ardrox Материалы PFINDER
Материалы PFINDER Контрольные образцы для КД
Контрольные образцы для КД Распылители и системы распыления для КД
Распылители и системы распыления для КД Линии капиллярного контроля
Линии капиллярного контроля Кабины капилярного контроля
Кабины капилярного контроля Ультрафиолетовые лампы и системы освещения
Ультрафиолетовые лампы и системы освещения Принадлежности для КД
Принадлежности для КД Визуально-измерительный контроль
Визуально-измерительный контроль
 Акустико-эмисcионный контроль
Акустико-эмисcионный контроль
 Вихретоковый контроль
Вихретоковый контроль
 Визуально-оптический контроль
Визуально-оптический контроль
 Контроль покрытий и изоляции
Контроль покрытий и изоляции
 Электроискровые дефектоскопы
Электроискровые дефектоскопы Электроды и принадлежности к электроискровым дефектоскопам
Электроды и принадлежности к электроискровым дефектоскопам Адгезиметры
Адгезиметры Толщиномеры покрытий
Толщиномеры покрытий Приборы для определения устойчивости покрытия к повреждению царапанием
Приборы для определения устойчивости покрытия к повреждению царапанием Приборы контроля изоляции
Приборы контроля изоляции Наборы и принадлежности для контроля покрытий
Наборы и принадлежности для контроля покрытий Блескомеры
Блескомеры Приборы для определения времени и степени высыхания
Приборы для определения времени и степени высыхания Приборы для испытания покрытий на прочность и эластичность
Приборы для испытания покрытий на прочность и эластичность Устройства для контроля смываемости
Устройства для контроля смываемости Автоматизированные системы измерения толщины покрытий
Автоматизированные системы измерения толщины покрытий Лаборатории неразрушающего контроля
Лаборатории неразрушающего контроля
 Контроль герметичности
Контроль герметичности
 Тепловизионный контроль
Тепловизионный контроль
 Акустический и импедансный контроль
Акустический и импедансный контроль
 Магнитоиндукционный контроль
Магнитоиндукционный контроль
 Контроль подземных трубопроводов
Контроль подземных трубопроводов
 Вибродиагностика
Вибродиагностика
 Контроль в строительстве
Контроль в строительстве
 Контроль параметров окружающей среды
Контроль параметров окружающей среды
 Разное
Разное
 Программное обеспечение
Программное обеспечение
































































































































































![Ультразвуковой дефектоскоп RSWA F-2 [фото №1]](http://19.cdn.ncontrol.ru//upload/files/7511/conversions/b9d843a712c64e8a7946cc09c5345ce0-medium.jpg)
![Ультразвуковой дефектоскоп RSWA F-2 [фото №2]](http://18.cdn.ncontrol.ru//upload/files/7512/conversions/41a6969f51c4985675be1bd8e5eaadc0-medium.jpg)
![Ультразвуковой дефектоскоп RSWA F-2 [фото №3]](http://19.cdn.ncontrol.ru//upload/files/7513/conversions/7d0d52b72ef6cae80e2679d3636a5fe5-medium.jpg)
![Ультразвуковой дефектоскоп RSWA F-2 [фото №1]](http://19.cdn.ncontrol.ru//upload/files/7511/conversions/b9d843a712c64e8a7946cc09c5345ce0-big_watermark.jpg)










Введите ваше Имя и Фамилию:
Отправитьили
Войдите, чтобы оставить комментарий